(News.oto-hui.com) – Các vết nứt trên thân động cơ và nắp máy có thể khiến nước làm mát lẫn vào dầu bôi trơn hoặc rò rỉ vào buồng đốt; các vết nứt trên đế xupap có thể tạo các điểm có nhiệt độ cao bất thường làm hỏng bề mặt. Cho nên sau khi vệ sinh các chi tiết của động cơ cần kiểm tra và khắc phục các vết nứt này. Dưới đây là 04 cách xác định vị trí vết nứt trên động cơ
1. Kiểm tra bằng mắt thường hoặc dùng kính lúp
Sau khi các chi tiết trên động cơ được vệ sinh sạch sẽ, chúng cần được kiểm tra kỹ để đảm bảo không có dịt tật hoặc vết nứt nào trên bề mặt.

Sử dụng mắt thường hoặc sử dụng thêm kính lúp để giảm khả năng bỏ sót dị tật hoặc vết nứt trên các chi tiết của động cơ.
2. Xác định vị trí vết nứt bằng từ tính
Kiểm tra bằng từ tính là sử dụng bột sắt từ rắc trong trường của nam châm tự nhiên hay điện từ thì nó sẽ phân bố theo quy luật của các đường sức từ.
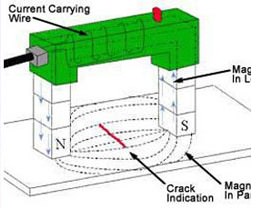
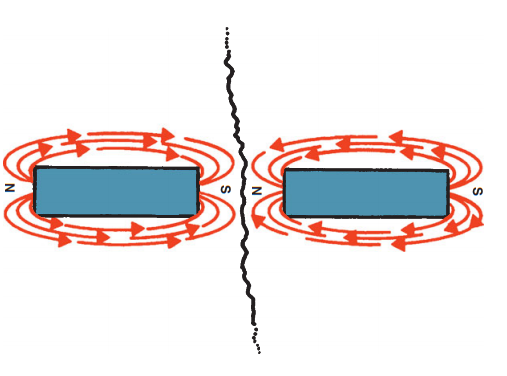
Quy luật này trước tiên phụ thuộc vào sự đồng nhất của cấu trúc sắt từ, nếu như trên đường đi các đường sức từ gặp phải các vết nứt, khe hở… thì quy luật phân bố của các đường sức từ thay đổi so với những khu vực khác do có sự khác nhau về độ thẩm từ. Khi gặp các khuyết tật các đường sức từ tản ra bao xung quanh lấy các khuyết tật đó.
Dựa vào nguyên lý đó người ta tiến hành kiểm tra bằng cách rắc bột sắt lên bề mặt các chi tiết, sau đó đặt chi tiết vào trong một từ trường rồi nhìn vào sự phân bố các đường sức từ để có thể phát hiện và phân biệt được khuyết tật.
Phương pháp này sử dụng nhiều cho các chi tiết làm bằng thép hoặc gang. Đối với các chi tiết làm bằng nhôm và các vật liệu không nhiễm từ thì không sử dụng phương pháp này được.
3. Kiểm tra bằng dung dịch chỉ thị màu
Đây là phương pháp sử dụng các dung dịch để thẩm thấu vào các vết nứt, rỗ khí nhỏ của liên kết hàn mà không thể quan sát được bằng mắt thường, sau đó dùng các chất hiển thị màu phát hiện ra vị trí mà dung dịch thẩm thấu còn nằm lại ở các vết nứt cũng như rỗ khí.

Cần lưu ý là : Phương pháp này chỉ phát hiện được các khuyết tật mở ra trên bề mặt vật liệu cần kiểm tra.
Thông thường sử dụng 3 loại dung dịch và được tiến hành theo các bước sau:
– Dùng dung dịch làm sạch để tẩy sạch bề mặt.
– Phun dung dịch thẩm thấu lên bề mặt.
– Sau khi đủ thời gian để dung dịch thẩm thấu vào các vết nứt, rỗ khí, thì lau sạch bề mặt.
– Dùng dung dịch hiển thị màu phun lên vùng mối hàn vừa thực hiện các bước trên để phát hiện khuyết tật.
Phương pháp này có tính ưu việt là đơn giản, dễ thực hiện, phát hiện được cả các khuyết tật nhỏ không quan sát được bằng mắt thường một cách nhanh chóng, tuy nhiên nó không phát hiện được những khuyết tật nằm bên trong của liên kết hàn và chiều sâu của khuyết tật.
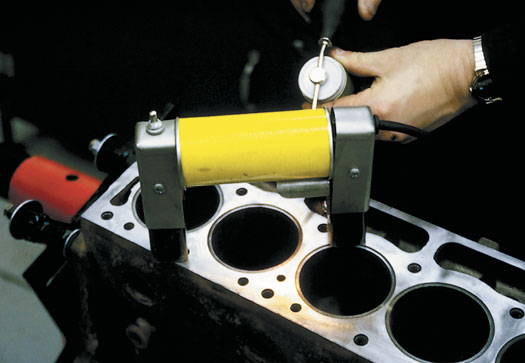
4. Kiểm tra bằng áp lực
Nắp máy và thân máy thường được kiểm tra áp lực bằng không khí.
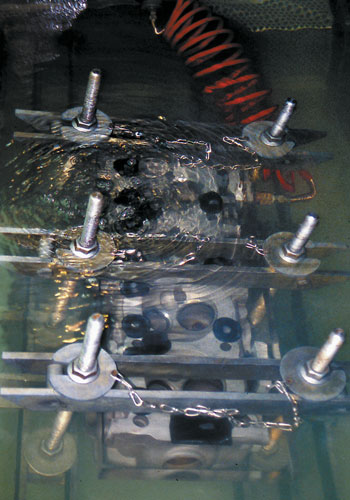
Tất cả các đường dẫn chất làm mát cần được bịt kín bằng nút hoặc miếng đệm cao su, và khí nén được cấp vào (các) áo nước. Sau đó, nắp máy hoặc thân máy được hạ xuống nước, nơi bọt khí thoát ra cho thấy có rò rỉ.
Để có kết quả chính xác hơn, nên đun nóng nước vì nước nóng sẽ làm vết nứt nở một khoảng tương đương với lúc động cơ đang vận hành.
Một phương pháp thay thế khác là cho nước nóng được nhuộm màu chảy qua xilanh hoặc thân máy. Bất kỳ vết rò rỉ nào do nước nhuộm tiết lộ đều cho thấy có vết nứt.